您有什么问题吗?
0769-22282280/22176260
网站首页
产品中心
豪天体育(中国)有限公司
SFDP单螺杆PVC挤出机
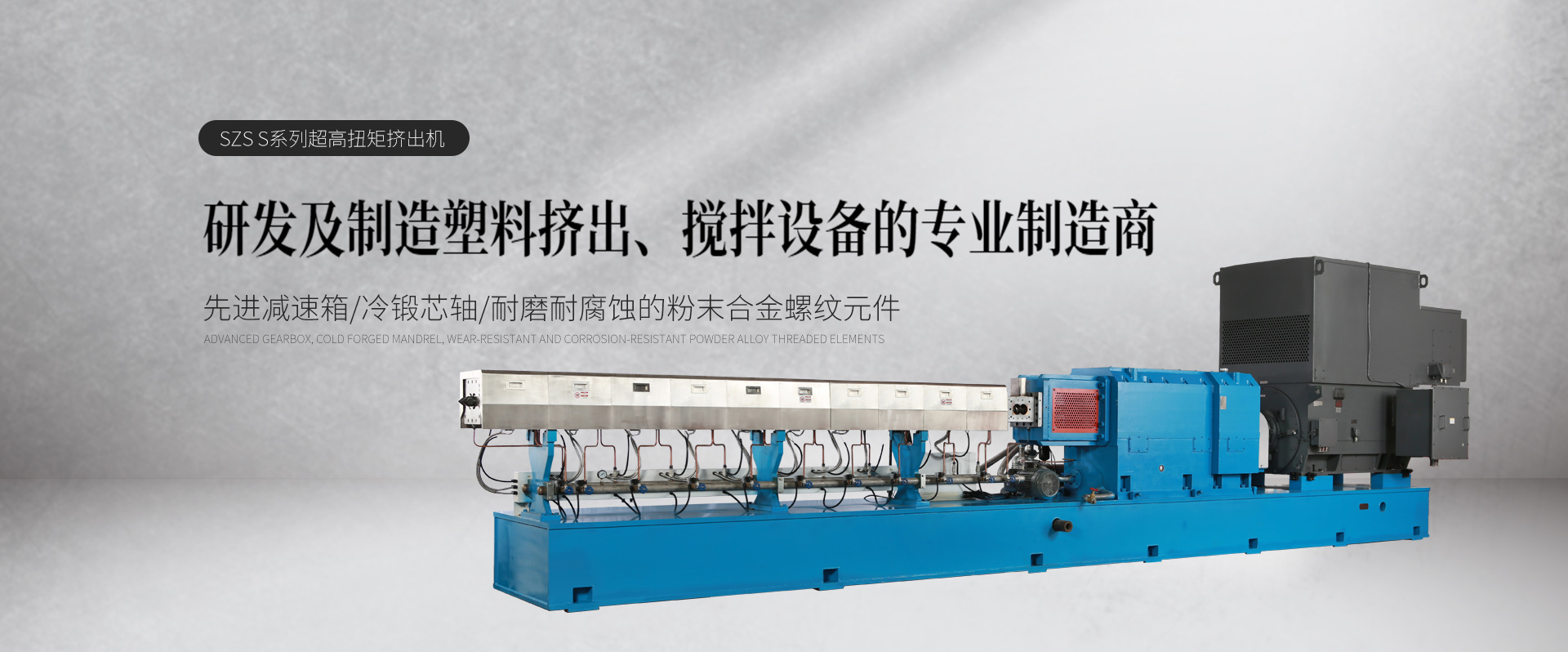
SZS-S级系列同向超高扭挤出机
豪天体育(中国)有限公司
SZS-C级系列 同向超高扭挤出机
超高速单螺杆挤出机SFHH
双阶机
搅拌缸
辅助设备
加工样品
PVC塑料
工程塑料
豪天体育(中国)有限公司
服务内容
售后服务
零件维修
视频中心
最新动态
公司动态
行业资讯
制造能力
生产设备
品质管理
关于三优
企业介绍
发展历程
资质荣誉
联系我们
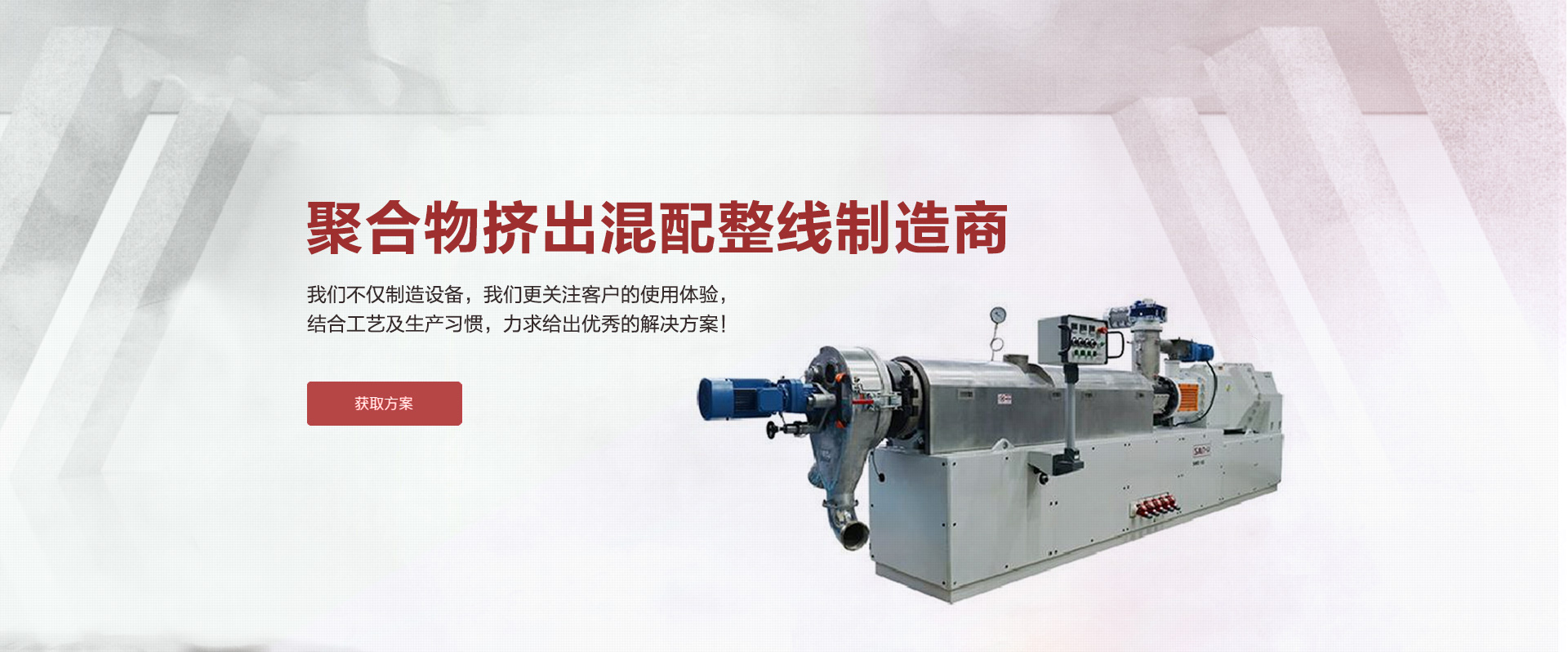
我们的产品
推陈出新,不断创造出一代又一代更优秀,性价比更高的挤出机!
异向双螺杆挤出机SMD-135
查看详细+
异向双螺杆挤出机SMD-135
异向双螺杆挤出机SMD-115(26D)
查看详细+
异向双螺杆挤出机SMD-115(26D)
异向双螺杆挤出机SMD-92(21D、26D、31D)
查看详细+
异向双螺杆挤出机SMD-92(21D、26D、31D)
同向超高扭挤出机SZS-104
查看详细+
同向超高扭挤出机SZS-104
防架桥侧喂料系统
查看详细+
防架桥侧喂料系统
制造能力
了解我们如何更好的为客户创造价值
生产设备
了解详细+
设计制造
了解详细+
加工样品
了解详细+
品质管理
了解详细+
新闻资讯
关注我们,了解更多最新行业信息
更多+
日本直径104同向双螺杆减速箱维修
帮客户维修日本直径104同向双螺杆减速箱 两套
查看详细+
祝贺东莞市三优塑料机械制造有限公司正式在前海股权交易中心挂牌
祝贺东莞市三优塑料机械制造有限公司正式在前海股权交易中心挂牌
查看详细+
【CHINAPLAS 2018 國際橡塑展】第三十二届中国国际塑料橡胶工业展览会
2018年4月24-27日在中国上海.虹桥.国家会展中心隆重举行。 我司展位号: 挤出机械专区-7.1H馆E11;欢迎广大客户莅临参观了解!
查看详细+
【CHINAPLAS 2017 國際橡塑展】第三十一届中国国际塑料橡胶工业展览会
2017年5月16-19日在中国广州.琶洲.中国进出口商品交易会展馆隆重举行。我司展位号: 挤出机械专区-2.1馆R51; 欢迎广大客户莅临参观了解,入场劵可添加我司QQ获取:112309132;
查看详细+
【CHINAPLAS 2019 國際橡塑展】第三十三届中国国际塑料橡胶工业展览会
2019国际橡塑展在中国广州.琶洲.中国进出口商品交易会展馆隆重举行。 开放时间:2019年5月21-23日 09:30-17:30 5月24日 09:30-16:00
查看详细+
【CHINAPLAS 2021 国际橡塑展】 第三十四届中国国际塑料橡胶工业展览会
2021国际橡塑展在中国深圳国际会展中心(广东省深圳市宝安区福海街道展城路1号)隆重举行。 开放时间:2021年4月13-16日 09:30-17:00
查看详细+
<
>
【鑫博电竞】中国有限公司
|
kb体育(中国)有限公司
|
迈博体育集团有限公司
|
qy体育【中国】有限责任公司
|
ballbet贝搏体育|中国有限公司
|
球速体育
|
博电竞(电子)股份有限公司
|
【爱体育app】中国有限公司
|
鼎丰娱乐(China)中国有限公司
|